Plastic injection molding is a widely used manufacturing process for producing high-quality plastic parts with intricate designs. However, optimizing the manufacturing process and ensuring the production of defect-free parts can be challenging. This is where Design for Manufacturability (DFM) comes into play. DFM is a proactive approach that integrates design principles with manufacturing considerations to enhance the efficiency, cost-effectiveness, and quality of plastic injection molding. In this article, we will explore the key strategies and best practices for utilizing DFM to improve plastic injection molding.
1.Early Collaboration
DFM emphasizes early collaboration between design engineers and manufacturing experts. By involving the manufacturing team during the design phase, potential issues can be identified and addressed upfront. This collaborative approach ensures that the design is optimized for the injection molding process, leading to improved manufacturability and reduced production costs.
2.Simplify Part Design
Complex part design can increase manufacturing challenges and costs. Simplifying the part design while maintaining functionality is a fundamental principle of DFM. Minimizing the number of features, reducing unnecessary complexity, and avoiding undercuts or difficult-to-reach areas can facilitate the mold-making and injection molding processes. Simple, streamlined designs are not only easier to manufacture but also enhance the overall quality of the final product.
3.Material Selection
Choosing the appropriate plastic material is crucial for successful injection molding. During the design phase, it is essential to consider the material’s flow characteristics, shrinkage rates, and mechanical properties. Collaborating with material suppliers and testing different materials can help identify the most suitable option. By selecting the right material from the beginning, the risk of defects, such as warping or sink marks, can be significantly reduced.
4.Gate Placement
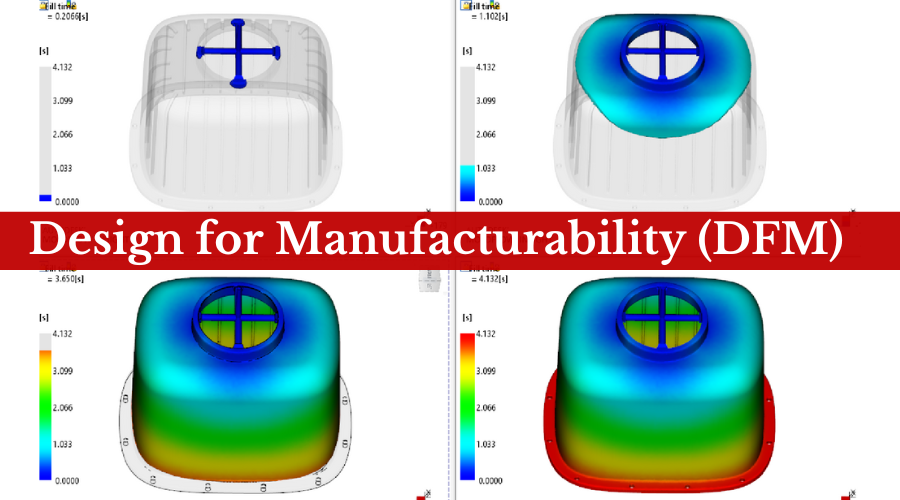
The gate is the entry point through which molten plastic is injected into the mold. Proper gate placement is critical for achieving uniform filling and minimizing flow-related issues. By strategically locating the gate in areas that facilitate balanced flow and reduce the formation of air traps or flow marks, the overall quality and strength of the molded part can be improved. Gate design should be optimized for efficient material flow and easy removal of gate marks or vestiges.
5.Wall Thickness
Maintaining consistent wall thickness throughout the part is essential for minimizing variations in cooling rates, reducing the risk of warping or sink marks, and ensuring uniform part strength. DFM guidelines recommend avoiding abrupt changes in wall thickness, as they can lead to non-uniform cooling and molding issues. Additionally, thicker sections may require longer cooling times, leading to increased cycle times and decreased productivity.
6.Draft Angles
Draft angles, also know as taper, are included in the design to facilitate the removal of the molded part form the mold. Incorporating appropriate draft angles helps prevent part deformation, reduces the likelihood of cosmetic defects, and eases ejection. DFM guidelinse suggest incorporating draft angles of at least 1-2 degrees, depending on the part geometry and material, to ensure smooth and efficient ejection.
7.Mold Design Considerations
DFM also encompasses mold design considerations. Collaborating with mold designers and tooling experts is essential to optimize mold construction and functionality. Factors such as mold material selection, venting, cooling channels, and ejection systems should be carefully evaluated, well-designed molds can improve cycle times, reduce production costs, and enhance the overall quality of the molded parts.
8.Rib Design
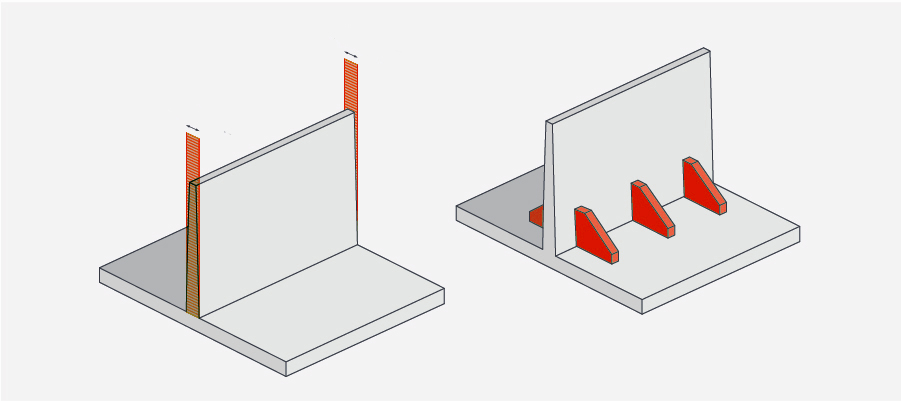
Integrating ribs into the part design can enhance its structural integrity while minimizing material usage. DFM guidelines recommend incorporating ribs with appropriate thickness and spacing to avoid issues like sink marks and warping. Well-designed ribs distribute stress evenly, improving the overall strength and stability of the molded part.
9.Parting Line Considerations
The parting line is the line where the two halves of the mold come together. Careful consideration of the parting line during the design phase is crucial for ensuring proper alignment and minimizing cosmetic defects. By strategically placing the parting line, especially in less visible areas or areas that can be easily post-processed, the final product’s aesthetic appeal can be significantly improved.
10.Tolerance Analysis
Accurate tolerance analysis is vital to ensure that the designed part can be consistently replicated during the injection molding process. Understanding the manufacturing capabilities and limitations, as well as material shrinkage rates, helps in setting appropriate tolerances. DFM techniques involve identifying critical dimensions and incorporating suitable allowances to accommodate variations and ensure proper fit and functionality of the final product.
By incorporating Design for Manufacturability (DFM) principles into the plastic injection molding process, manufacturers can achieve significant improvements in efficiency, cost-effectiveness, and quality. From early collaboration and simplifying part designs to selecting suitable materials, optimizing gate placement, and considering mold design factors, utilizing DFM strategies enables manufacturers to overcome challenges and enhance the overall success of plastic injection molding projects. By embracing a proactive approach to design and manufacturing integration, companies can streamline production processes, reduce time-to-market, and deliver high-quality plastic parts to meet customer demands.

