


The selection of the appropriate CNC surface finish is a significant factor that defines the quality and functionality of the machined parts. The type of surface finish depends on the need to meet the aspects of performance, appearance, and durability of the part.

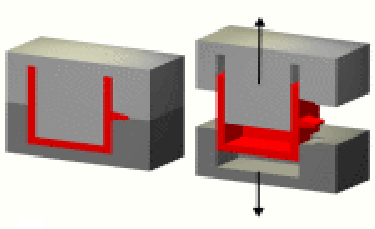
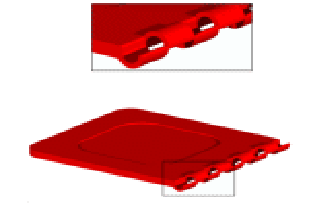
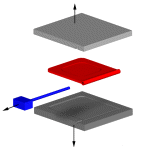
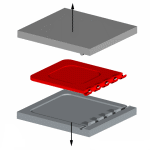
Over-molding is a key process in modern manufacturing due to its innovation and flexibility. It involves joining two or more materials to create a single part, enhancing product strength, appearance, and use.

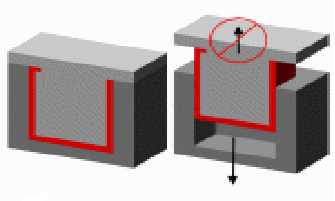
High-pressure die casting (HPDC) is a popular manufacturing process used to produce complex and high-precision metal parts, particularly for industries like automotive, aerospace, and consumer electronics. In this article, we will explore the key benefits and drawbacks of high-pressure die casting to help manufacturers and customers determine if it’s the right fit for their production needs.